


The production of large power transformers demands the movement of exceptionally heavy and oversized components. A single wound core, a set of high-voltage windings, or a fully assembled unit can easily exceed 100 metric tons. In many manufacturing and testing facilities—especially those housed in older industrial buildings—ceiling clearances are restricted, sometimes to less than five meters. This spatial limitation creates a critical bottleneck for material flow and plant layout. Conventional handling methods such as overhead cranes, air cushion transporters, and rail-guided carts each present safety and flexibility trade-offs in such environments. In response, manufacturers are adopting intelligent automation. The deployment of automated guided vehicles in heavy manufacturing continues to rise, driven by the need for safer, adaptive material handling solutions (International Federation of Robotics, 2023).
The Dilemma of Low Overhead Clearance in Heavy Load Transport
In a low-clearance transformer workshop, every centimeter of vertical space counts. Overhead cranes, while capable of lifting well over 100 tons, require substantial height for the hook block, rigging, and safe load suspension. When a massive transformer is lifted under a low ceiling, the pendulum effect and restricted operator visibility elevate the risk of accidents.
Air cushion vehicles present a low-profile alternative, but their successful operation depends on extremely flat, sealed floor surfaces and a continuous supply of compressed air; moreover, they are difficult to automate and can drift off-path without a guided system. Fixed rail carts need expensive floor reinforcement and permanently define the production layout, limiting future plant reconfigurations. The industry’s core requirement is a flexible, low-profile, high-capacity solution that does not compromise safety or floor integrity. The table below summarizes how conventional methods compare with a purpose-built automated platform.
Table 1: Heavy Load Handling Methods in Low-Clearance Transformer Plants
| Method | Typical Max Load | Min. Clearance Required | Floor Requirement | Autonomous Navigation |
| Overhead Crane | 200+ tons | High (crane bridge & hook) | N/A | No (manual) |
| Air Cushion Vehicle | 100+ tons | Very low | Super-flat, sealed, dust-free | No |
| Rail-Guided Cart | 150+ tons | Medium (rail depth) | Reinforced concrete | Semi-automatic (fixed path) |
| Ultra-Thin AGV Platform | Up to 300 tons | Deck height as low as 410 mm | Standard industrial floor (polyurethane wheels) | Fully autonomous (SLAM + QR) |
Lonyu AGV: Engineering by a Specialized AGV Robot Manufacturer
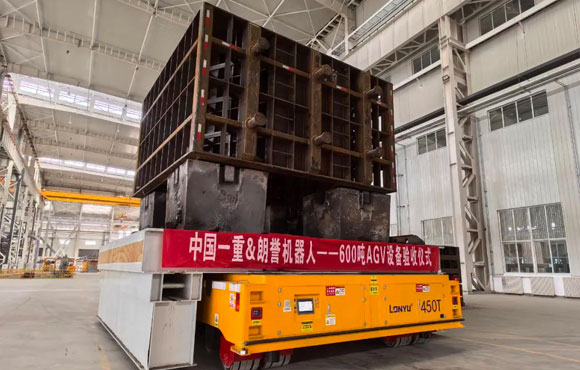
To meet transformer industry demands, a focused approach was needed. The resulting ultra-thin vehicle series covers payloads from 60 tons to 300 tons, with 100-ton-class configurations well suited for moving wound cores and assembled tank sections.
The most notable technical achievement is the deck height: as low as 410 mm. This ultra-compact profile allows the automated guided vehicle to slide directly beneath a transformer or its transport pallet, effectively taking over the low-clearance role of air cushions while adding full electric drive and autonomous guidance. In workshops where floor condition is a concern, the vehicles are fitted with large-diameter polyurethane wheels. Their broad contact patches distribute the load weight evenly, significantly reducing point pressure and helping to prevent cracks in aging concrete floors—an important consideration for heavy industrial sites.

How Multi-Point Hydraulic Suspension Stabilizes a Transformer
Once fully assembled, power transformers typically have a high centre of gravity, meaning even the slightest mishandling during transport can cause them to tip over. To address this challenging issue, this ultra-slim AGV incorporates an active multi-point hydraulic suspension system, providing a highly reliable solution.
Each wheel set on the vehicle is equipped with an independent hydraulic cylinder, whilst the on-board controller continuously monitors the load’s tilt and the unevenness of the ground. By dynamically adjusting the pressure in each hydraulic cylinder, the transport platform is kept level at all times, effortlessly adapting to the uneven surfaces, cracks and gentle slopes commonly found in older factory buildings. This hydraulic levelling process also serves to dampen vibrations, effectively protecting the internal insulation and windings of heavy load transformers and preventing damage caused by vibrations during transport. In addition to its outstanding stability, the vehicle is also capable of omnidirectional movement—it can move sideways, rotate on the spot, and travel precisely along pre-set diagonal paths. When handling extra-long equipment, multiple AGVs can form a ‘master-slave’ cooperative mode via wireless communication, operating in unison as a single unit.
Key Benefits for Power Transformer Assembly and Testing Facilities
Integrating an ultra-thin automated platform into transformer production lines brings several measurable improvements.
The 410 mm deck height maximizes usable vertical workspace, enabling technicians to install assembly jigs or testing bridges that would otherwise conflict with taller transport equipment. The autonomous navigation system achieves millimeter-level positioning accuracy, which is critical when docking a massive unit at winding stations, vapor-phase drying ovens, or high-voltage test bays. Safety is substantially enhanced with 360° LIDAR scanners, mechanical bumpers, and emergency stop functions. A properly configured heavy duty AGV also contributes to long-term floor preservation through its polyurethane wheel setup, reducing facility wear.
The Path Forward for Transformer Logistics
As production requirements evolve, the role of specialized automation continues to grow. A focused AGV robot manufacturer can tailor drive configurations, deck dimensions, and control logic to match the unique assembly and testing sequences of a transformer plant.
This customization extends to integrating the vehicle with higher-level factory execution systems, allowing real-time tracking of each core and tank section. The result is a more transparent, responsive material flow inside the facility.
Conclusion
The constraints of immense payload weight and restricted headroom have long defined the logistics of power transformer manufacturing. The adoption of an ultra-thin automated guided vehicle equipped with active suspension and precise navigation offers a practical alternative to traditional cranes and air cushions.
By focusing on the realities of aging industrial buildings, engineers have shown that a properly configured heavy duty AGV can improve safety, floor longevity, and process efficiency. Continued refinement of this technology will further strengthen intralogistics automation, helping transformer plants remain competitive in a demanding global market.
Frequently Asked Questions
Q1: Can the vehicle handle the extreme weight of a fully assembled power transformer?
Yes. Configurations up to 300 tons are available, and the platform is engineered specifically for the structural demands of a heavy load transformer. The multi-point hydraulic suspension ensures stable movement even on uneven floors common in older plants.
Q2: How does the navigation system perform in a busy, mixed-traffic factory?
The vehicles use laser SLAM navigation fused with QR code referencing for high-repeatability routes. Multi-level safety sensors ensure reliable obstacle detection and safe interaction with workers, forklifts, and other equipment.
Q3: Is the system a practical upgrade from air cushions for restricted headroom?
In many cases, yes. The ultra-thin design directly replaces air cushion trolleys while adding electric drive and programmability. Facilities with limited vertical clearance can maintain or even improve their heavy load transport workflow without floor sealing or compressed air infrastructure.